
磨削技術
平面磨床砂輪的安裝與修整技巧與訣竅 |
| 發布時間:2022/12/30 |
| (一)平面磨床砂輪安裝與拆卸的技巧與訣竅 1.砂輪的安裝技巧 M7120D型平面磨床選用直徑鮑50mm的平形砂輪,砂輪特性與外圓砂輪基本相同。安裝與拆卸砂輪均采用專用的套筒扳手(見圖)。 安裝步驟與技巧如下: (1)擦干凈磨頭架主軸錐體外圓和砂輪法蘭盤錐孔。 (2)將己裝好砂輪并經過靜平衡的砂輪卡盤裝到主軸上,用力推緊。 (3)裝上專用墊圈。 (4)將緊固螺母旋到主軸上(左旋)。 (5)用專用套筒扳手(六角套筒)部分套到緊固螺母上,用榔頭逆時針方向敲緊,使砂輪緊固在機床主軸上。 (6)關上砂輪罩殼門,進行砂輪修整。 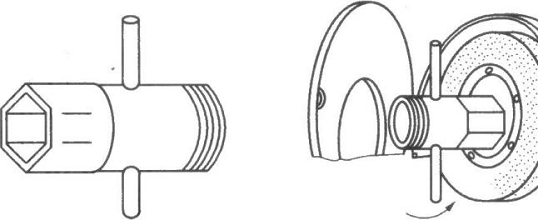 圖2平面磨床專用套筒扳手 圖3用專用套筒扳 2.砂輪的拆卸技巧 (1)打開砂輪罩殼門,用專用套筒扳手(六角)部分套到機床主軸并緊螺母上,用榔頭順時針方向(砂輪旋轉方向)敲擊扳手,卸下并緊螺母和墊圈。 (2)將專用套筒扳手外螺紋部分按砂輪旋轉方向旋到砂輪卡盤螺孔內擰緊(見圖4)。 (3)用榔頭敲擊扳手,使砂輪連同卡盤從機訂主軸上缷下來。 (二)用滑板體上的砂輪修整器修整砂輪的技巧 M7120D型平面磨床在滑板體上裝有固定的砂輪修整器,移動磨頭即可對砂輪進行修整。其優點是使用方便,金剛石不需要經常拆卸;缺點是修整精度較低(見圖4)。 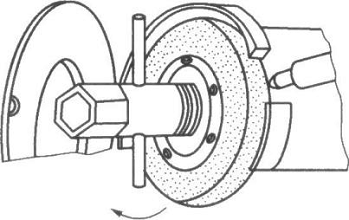 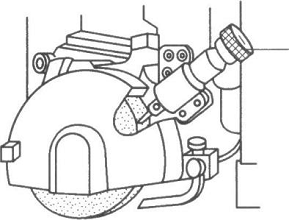 圖4用專用套筒扳手拆卸砂輪 圖5用滑板體上的砂輪修整器修整砂輪捏手 修整步驟與訣竅如下: (1)在磨床砂輪修整器上安裝金剛石,并緊固。 (2)移動磨頭,使金剛石處在砂輪寬度范圍內。 (3)啟動砂輪,旋轉砂輪修整器捏手,使套筒在軸套內滑動,金剛石向砂輪圓周面進給。 (4)當金制石接觸砂輪圓周面后,停止修整器進給。 (5)換向修整時,將磨頭換向手柄5拉出或推進,使磨頭換向移動,并旋轉砂輪修整器捏手,按修整要求予以進給。粗修整每次進給0.02~0.03mm,精修整每次進給0.005~0.01mm。 (6)修整結束,將磨頭快速連續退至臺面邊緣。 (7)反方向(逆時針)旋轉砂輪修整器捏手,使金剛石離開修整位置。 (三)在電磁吸盤上用修整器修整砂輪的技巧與訣竅 圖6所示為在吸盤上使用的砂輪修整器。其優點是既能修整砂輪外圓,又能修整砂輪端面,而且修整精度較高。缺點是使用不方便,每次修整后要從臺面上取下來。由于工件高度與修整器高度一般有一定差距,所以每次修整輔助時間較長。 (1)砂輪圓周面的修整步驟與訣竅。 1)將金剛石裝入砂輪修整器內,并用螺釘緊固。 2)砂輪修整器安放在電磁吸盤臺面上,電磁吸盤工作狀態選擇開關撥到“吸著”位置,用手拉動砂輪修整器,吸牢。 3)移動工作臺及磨頭,使金剛石處于圖6所示的位置 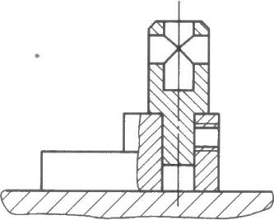 圖6砂輪修整器 圖7金剛石修 4)啟動砂輪,并搖動垂直進給手輪,使砂輪圓胃近金剛石,當砂輪與金剛石接觸后,停止垂直進給。 5)移動磨頭,作橫向連續進給,使金剛石整體進行修整(見圖8)。 6)繼續進給與修整。 7)修整至要求后,磨頭快速連續退出。 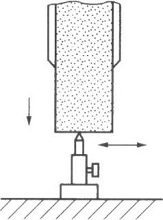 圖8砂輪圓周面的修整 8)將電磁吸盤工作狀態選搴“退磁”位置,取下砂輪修整器,結束。 (2)砂輪端面的修整步驟與 1)將金剛石從側面裝入砂內,并用螺釘緊固。 2)將砂輪修整器安放在電稿上,通磁吸住。 3)移動工作臺及磨頭,使金剛石處于圖9所示左端的位置。 4)啟動砂輪并搖動磨頭橫向進給手輪,使砂輪端面接近金剛石,當砂輪端面與金剛石接觸后,磨頭停止橫向進給。 5)搖動磨頭垂直進給手輪,使砂輪垂直連續下降,當金剮石修到接近砂輪卡盤時,停止垂直進給。 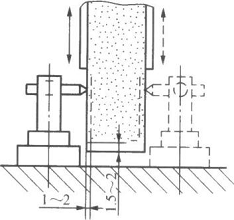 圖9砂輪端面的修整 6)磨頭作橫向進給,進給量0.02~0.03mm,再搖動垂直迸給手輪,使砂輪垂直連續上升,在金剛石離砂輪圓周邊緣約2mm處,停止垂直進給。 7)如此上下修整數次,在砂輪端面上修出一個約lmm深的階臺平面。 8)用同樣方法修整砂輪內端面至要求(見圖9右端位置)。 (四)修整平面磨床砂輪容易產生的問題和注意事項 (1)用滑板體上的砂輪修整器修整砂輪,金剛石伸出長度要適中,太長會碰到砂輪端面,無法進行修整;太短由于砂輪修整器套筒移動距離有限,金剛石無法接觸砂輪。 (2)在電磁吸盤臺面上用砂輪修整器修整圓周面時,金剛石與砂輪中心有一定偏移量,在修整砂輪時,工作臺不能移動,否則,金剛石吃進砂輪太深,容易損壞金剛石和砂輪。 (3)在用金剛石修整砂輪端面時,一般采用手動垂直進給,不宜采用自動垂直進給,因為自動垂直進給速度較快,較難控制換向距離,容易迸給過頭。手動進給時也要注意換向距離,不要使砂輪修整器撞到法蘭盤上,也不要升過頭將端面凸臺修去。 (4)在修整砂輪時,工作臺啟動調速手柄應轉到“停止”位置,不要轉到“卸負”位置,否則無法進行修整。 (5)在修整砂輪端面時,砂輪內凹平面不宜修得太寬或太窄。太寬了,磨削時會造成工件發熱燒傷,且平面度也較差;太窄了,砂輪端面切削平面磨損速度快,影響磨削效率。 (6)在用臺面砂輪修整器修整砂輪時,應先檢查一下修整器是否吸牢,可用手拉一下修整器,檢查無誤后再進行修整。 |
產品展示
聯系我們
公司地址:南通市通州區通揚南路588號
聯系電話:0513-87119922
聯系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://www.yejunsheng.com
聯系電話:0513-87119922
聯系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://www.yejunsheng.com