
磨削技術
如何改進立軸圓臺平面磨床,以滿足出口技術需求 |
| 發布時間:2020/7/6 |
| 為了讓立軸圓臺平面磨床能進入國際市場,對磨削精度,進給靈敏度,外形和防漏等方面進行了全面的質量攻關,使之更上一層樓。 一、磨頭的改進 不同國家不同地區所使用的電源電壓和電源頻率是不一樣的。因此,為適應不同國家,不同地區的用戶的需要,各電機生產廠常生產有使用不同電源電壓和電源頻率的電機。如:日本日立公司生產的EFOTFO系列籠型轉子異步電動機,就有電壓為200V、380V、415V,400V和440V電源頻率為50Hz或60Hz 的不同參數的電動機。所釆用的使用電源電壓和電源頻率的不同,其外形輪廓也將隨之有所不同。因此,為了適應出口的需要,立軸圓臺平面磨床也應按用戶的需要配備具有與之相適應的電源電壓和電源頻率的磨頭。 出國立磨磨頭宜按IEO國際電工標準配用電機,使之具有國際通用的特性,具有通用性和互換性好的優點。 除電機轉子帶有冷卻風扇外,M7475B磨頭的磨頭體采用雙層壁結構,內外壁間通冷 卻液,對磨頭電機實行“水套”冷卻;主軸釆用空心軸結構,也通有冷卻液,對磨頭電機實行芯部冷卻,加上內,外冷卻液來自同一只水箱,故還能起到電機內外溫度均化的目的,減少了整機的熱變形誤差。 采用低噪戸電機 為了降低噪聲,在設計低噪聲電機時可采取下列措施: 1)改善定子和轉子槽數的組合 2)使用全封閉槽的轉子 3)改善通風方式,減小冷卻風扇的直徑。 4)采用具有適當間隙的軸承 5)安裝消聲器。 6.預防電機過熱 出口磨頭電機大多采用F級絕緣繞組,其最高允許溫度為155P。因此,必須慎重地力W以控制。 由于故障而使電動機過熱的原因,可能有如下幾種: 1)三相異步電動機單相運轉 2)電動機繞組層間短路 3)電動機繞組接地 4)電源電壓高于或低于電動機的額定電壓 5)三相異步電動機的電源電壓不平衡 6)電動機在過載情況下運轉 7)通風不良 8)冷卻效果差 9)轉子磨擦定子的內腔 二、垂直進刀靈敏度的提高及垂直進刀手輪力的降低 提高立柱和磨頭體導軌工作面的平面度和相互平行度(由原來的0.03mm提高到 0.015mm)。提高磨頭塞鐵的平直度(從0.03 mm提高到0.02mm)。 提高垂直抵給系統齒輪和蝸輪的制造及裝配精度,齒輪普遍以磨齒代替原來的滾齒。 提高相配件精度,降低垂直進給手輪的 手輪力及輕重現象。 三、改善機床的外觀質量 機床各鑄件、零部件間的結合面應進行修平,允差0.5mm。立柱與床身;垂直進給機構箱體與立柱上的方框面;磨頭體與頂罩等都應進行結合面錯邊修平。 冷作件要平整,棱邊挺直,貼合面應無縫隙,允差0.5mm。電氣箱門蓋與箱體表面間應齊平。 出口磨床的冷作件,一般均由日本進口的數控沖裁機進行裁機(AMADA EEGA-204040)沖裁,明顯地提高了冷作件的質量,使機床外觀質量得到了改善。 電纜線油管及水管等應排列整齊,裁去國際過長部分 采用二次油漆工藝 機床預裝整形后進行初漆,重新拆裝后,進行總裝試車,全面合格一后,再次拆散至全部油漆面可進行復漆為止。出國機床的二次油漆將給人以漆面色澤明亮,色調統一和全新干凈的感覺。當然,色種的選擇應符合用戶的需求和愛好,按合同配色。 四、消除機床漏油 1、改善圓工作臺面導軌處的動力濺油攔油圈 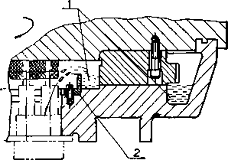 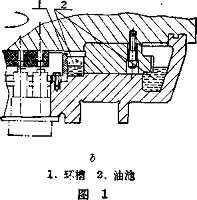 M7475B工作臺面圓導軌采用浸油潤滑環形平導軌(圖0)。當圓工作臺面以7,14,28 r/min進行高速旋轉時,將會出現嚴重的潤滑油濺溢現象,太低的攔油圈,肯定攔不住濺起的潤滑油而導致磁臺面直流電刷系統沾油或通過 床身流入工作場地。實踐表明:增高攔油圓環槽(圖打)有效地止住了該漏油源。 為了改善出口M7475B立軸圓臺平磨各運動付的潤滑條件,延長該機的使用壽命“ 該機采用了能定時預選定量地自動對各運動付進行潤滑的集中潤滑油站代替原來的手掀油泵。集中潤滑油站在立柱,磨頭導軌付、垂直升降絲杠螺母付、滑鞍移動機構齒輪、齒條付等各潤滑點的應用,難免會出現不少廢油,上述各潤 滑點溢出的廢油,最終都將匯聚到床身的上平面上。隨著機床運行時間的積累,床身上平面上的廢油將越積越多,就形成了第二個不容忽視的漏油源。為此,我們在床身上平面上設置了攔油壩,使匯聚攏來的廢油都集中在攔油壩內, 然后進行導向回油至油池。攔油壩形狀如圖2 所示。從而有效地堵住了這股漏油。 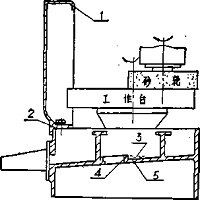 1.導流曲面2.蓋住縫隙3.潤滑 廢油4.欄油壩5.集油點 圖2 提高工作臺面回轉運動變速箱等各油池蓋板結合面的平面度,嚴格控制結合面處螺孔深度,嚴防鉆通、防止漏油。 五、加強冷卻液的防漏措施 M7475B平面磨床磨削高效率,必然會出現嚴重的磨削發熱。為此,該機設置了大流量的冷卻系統;冷卻水箱的容積為900L;冷卻泵流量為100L/mino該機的漏水及水霧問題一直是人們最感頭痛的問題。為了防漏消霧宜采取以下幾個措施: 1、在乳化液中添加少量的二甲基硅油(用量為百分之幾),使冷卻液消泡、少霧、改善冷卻效果。 2、各防護用冷作件設置合理的導流曲面,使四濺的冷卻液,在降低動能后,仍能沿著導流曲面返回到磨削區,而不向罩殼的縫隙處逃逸。 (圖2) 3、盡可能加長攔水板,增設輔助蓋板,使攔水板能蓋過有可能進水的接合面縫隙,這對磨削區四周的防護罩尤為重要(圖2)。 4、正確布置冷卻液進出水管的安裝位置,防止磨頭上端面漏水。磨頭上端面漏水,將導致冷卻液溢向磨頭電機,使電機受潮、燒傷。試車中發現這樣一個技術問題:磨頭水套進水口放在上面好呢? 還是放在下面好?(圖3)。 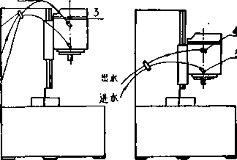 a.改進前 b.改進后 圖3 1.抱箍2.進水最高水位 3.上端蓋溢 水線4.回水口 5.進水口 試驗的結論是:進水口放在上面,出水速度快,可以減少磨頭體上端面溢水的危險性;但若 出水快于進水,則可能出現磨頭水隔層處失水的問題,惡化水套的冷卻效果。 進水口放在下面,可以保證磨頭水套室在上接水口(出水口)位置之下,始終處于滿水狀態——這是顯而易見的。冷卻水要回水,其水位必須滿過上接水口。當然,當進水速度大于出水速度時,也有可能出現上端蓋端面處溢水的問題。為了堵絕下進水,上出水狀態下的磨頭體上端面溢水問題,必須做到岀水管孔徑比進水管孔徑大。 在水管布線時必須注意以下幾點: 1)安裝在立柱上的冷卻水管抱箍位置應處于低于下極限位置時的磨頭體上之上水管接 頭位置。 2)磨頭缽上之水管接頭,上面一只應為出水口,下面一只應為進水口。 3)出水口之孔徑應比進水口的孔徑大。 六、提高主軸的軸向竄動及徑向跳動的精度 主軸的軸向竄動及徑向跳動,對M7475B的磨削精度影響很大。故在磨頭體,前軸承座及主軸等主要零件加工時,必須按中間公差保證圖紙所要求的各同軸度及垂直度要求;三只成一組的160x290x48/D46232徑向止推軸承必須經過選配,以保證對主軸軸徑有最佳的配合關系。 七、出國機床對技術文件的要求 隨機技術文件一般包括"裝箱單"、"合格 證”及“使用說明書"等。在機床出國之前還得通過商檢。因此,機床裝配時內部使用的''刮研 精度要求,精度檢査及性能檢査記錄"等文件,也應有嚴格的質量要求,釆用打印的形式。內容力求符合各種新標準,且全面正確。 八、結束語 M7475B立軸圓臺平面磨床的出口改裝實踐表明:適應海外客戶的需要、改造老產品, 使之質量升級,實現岀口,是產品進入世界市場的一個有效途徑。 |
產品展示
聯系我們
公司地址:南通市通州區通揚南路588號
聯系電話:0513-87119922
聯系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://www.yejunsheng.com
聯系電話:0513-87119922
聯系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://www.yejunsheng.com